| |
說明: |
1. |
當V6、V8閥門開啟的同時,加熱模式便開始進行。 |
| |
|
2. |
熱空氣管線閥門V12、V10打開,加熱器也同時開啟。 |
| |
|
3. |
壓縮機所排出的壓縮熱空氣(100-X)%會經過加熱器加熱,溫度會被增溫由100℃增溫至180℃。 |
| |
|
4. |
被加熱過後的壓縮熱空氣會流經吸附床,並且將水分從吸附劑表面帶走 |
| |
|
5. |
當吸附床被完全加熱後,加熱器便停止運轉,完成加熱再生流程。 |
|
|
C、右桶槽再生-冷卻階段(Right Tower Cooling): |
Figure 5 Left Tower Drying and Right Tower Regeneration (Cooling)
|
| |
說明: |
1. |
當右桶槽已經被完全加熱後,加熱器會停止運轉。接著進入到冷卻再生階段。 |
| |
|
2. |
此時閥門V9、V11打開。閥門V10、V12關閉。 |
| |
|
3. |
這時候100%的壓縮空氣會流經主要管路進入乾燥機。 |
| |
|
4. |
其中(100-X)%的濕壓縮空氣會被拿來進行右桶槽冷卻使用。 |
| |
|
5. |
X%的濕壓縮空氣會經由V13控制閥直接進入到左桶槽進行乾燥。 |
| |
|
6. |
(100-X)%的濕壓縮空氣會經過V9、V6閥門進入已完成加熱再生的右桶槽進行冷卻。 |
| |
|
7. |
在右桶槽被冷卻後的壓縮溫暖空氣會經由V8閥門排出。再經由V11閥門進入再生冷卻器進行冷卻。 |
|
|
8. |
最後再經過限流的孔口板後,與X%的濕空氣匯流,再進入左桶槽進行乾燥。 |
|
| |
|
D、平行乾燥(Parallel Drying): |
| |
說明:最後平行乾燥的部分如前述一:平行乾燥程序所述,在此不多做贅述。 |
|
| |
| |
| 系統設計優點 |
|
| 此套系統設計優點如下: |
| 1. |
無再生鼓風機之需求:
乾燥機加熱再生時,所需壓縮熱空氣的量,是經由控制閥V13及限流孔口板來控制。無須鼓風機來抽取外部氣體做加熱。也無須增壓壓縮機來抽取乾燥過後的壓縮空氣進行二次加熱再生。減少了鼓風機或增壓壓縮機之耗能。 |
| 2. |
完全無耗氣之操作:
在冷卻再生的過程中,雖然所使用的冷卻再生空氣是原本壓縮機排出,並且經過冷卻後的濕空氣。可是經過再生桶槽進行冷卻之後,其升溫的空氣會再經過再生冷卻器進行冷卻,最後進入吸附桶槽進行乾燥。因此,是完全無耗氣的操作使用。 |
| 3. |
確保客戶端的用氣品質:
為了使吸附劑的再生可以完全,內部設置加熱器。其可以將壓縮機排出的高溫壓縮空氣,進行再加熱之動作。加熱壓縮空氣直至吸附劑可再生之溫度。這樣可以確保吸附劑在再生完成之後的吸附能力,保證客戶端對用氣品質的要求。
|
| |
|
|
結論
|
現在社會越來越講求節能。因此,各企業工廠無不在尋求可以節能的產品或設備。但是在購買相關節能產品前應審慎評估。
以本文所提及之HOC壓縮熱回收型吸附式乾燥機為例。目前國內幾家大型企業漸漸改採用HOC乾燥機。但是乾燥機的選用,應考量購置成本、操作成本、維修成本等條件。而不是一昧的不管處理風量之多寡,操作壓力及入口溫度之大小,通通選用HOC乾燥機。這部分是值得討論的。
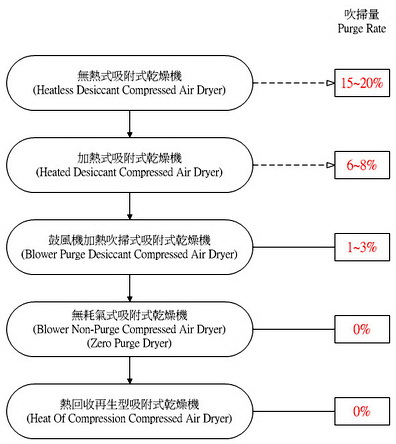
在加熱式的吸附式乾燥機中,有的搭配加熱器,有的搭配鼓風機,甚至有的還搭配內部冷卻器。因此,筆者認為,客戶在選用各型的乾燥機之前應有下列幾點需要進行比較與評估。
|
| |
| 1. |
耗氣量:不同型態的乾燥機耗氣量不同。耗氣量即代表著浪費了壓縮機所產生的能量。(在 7 kg/cm2g 的操作壓力下,每浪費1 scfm氣量,相當於浪費0.2 kW的電能) |
| 2. |
鼓風機耗能:鼓風機運轉時需要電力,耗電量即其耗能,必須考量。 |
| 3. |
加熱器耗能:加熱器運轉時也需要電力供給。因此,加熱器耗能需考量。 |
| 4. |
乾燥機內部冷卻器耗能:冷卻器是利用冷卻水或冰水對壓縮空氣進行冷卻。源源不絕的冷卻水或冰水供應也有能耗。如冷卻水塔的耗能,冰水主機的耗能,都是一些潛在的能耗,不得不予以考慮。 |
| 5. |
壓力損失:越複雜的乾燥機,內部管路壓損越大,耗能越多。壓損1psi相當於浪費壓縮機耗能約0.5%。 |
| 6. |
控制閥組的多寡:控制閥組越多,則設備操作時,潛在的故障意外會增加。太多的控制元件,只要一個控制元件異常,系統可能就無法運轉。因此,控制元件越少越簡單,使用的可靠度會比較高。另外,控制元件少,庫存所需備品零件的數量也相對的比較少。 |
| 7. |
吸附劑材質與數量:不同的吸附劑,吸附效果不同,設計也有所不同。這多少也會影響到設備的購置成本及未來的維修成本。 |
| 8. |
佔地面積及維修空間的多寡:佔地面積越少對剩餘土地的使用率可以提高。但是過度的縮小設備體積,可能導致日後維修保養上的困難。 |
|